以下是我们上传的(赣州) 当地 绗磨管-液压油缸管报价精品选购视频,视频介绍比图文介绍更全面直观一些,您可以点击观看。
以下是:(赣州) 当地 绗磨管-液压油缸管报价精品选购的图文介绍
 当地 绗磨管-液压油缸管报价精品选购")
 当地 绗磨管-液压油缸管报价精品选购")
安达液压机械有限公司是一家专用从事 赣州不锈钢油缸管、的企业,公司位于辽河路燕山路交叉口南500米东首。 本公司主要生产: 赣州不锈钢油缸管、,产品畅销29个省(市、自治区),深受广大用户的信赖。 在新世纪新时期,随着经济全球化的加剧,对中国企业的要求越来越高,企业生产的产品不仅要有可靠的质量保证,而且还要借助当今的经营管理方法,广告营销手段整合公司一切资源优势,才能使企业在竞争日趋激烈的市场环境中立于不败之地。营销网络是企业对内对外终端的触角,也是对用户完善服务的保障。 “诚信、务实、创新、发展”,在历经了无数次的考验,面对市场危机带来的严峻挑战,我们公司决策层大智大勇,果断出击,在产品的品质,售前、售中、售后服务网络等方面推陈出新不断升级,使我们公司的规模进一步壮大,我们公司产品销量稳步上升。良好的市场网络源于“以品质为基本依托,以品牌为价值认同,以诚信广结商盟”。 公司秉承诚信合作、创新共赢的经营理念,坚持质量为本,顾客至上,优质服务为宗旨,公司愿与各界朋友真诚合作共创美好未来!
 当地 绗磨管-液压油缸管报价精品选购")
 当地 绗磨管-液压油缸管报价精品选购")
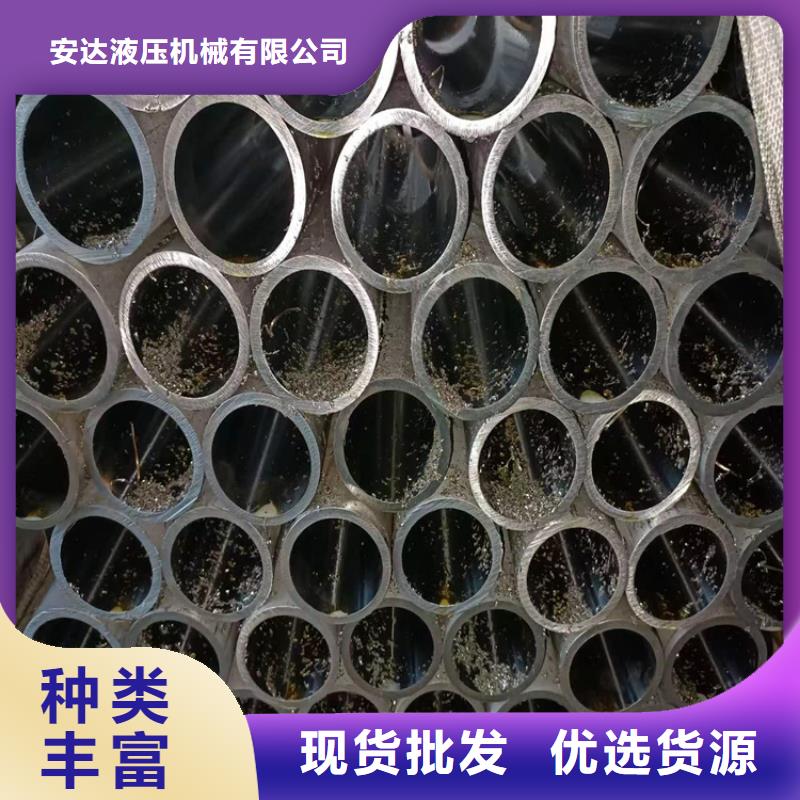
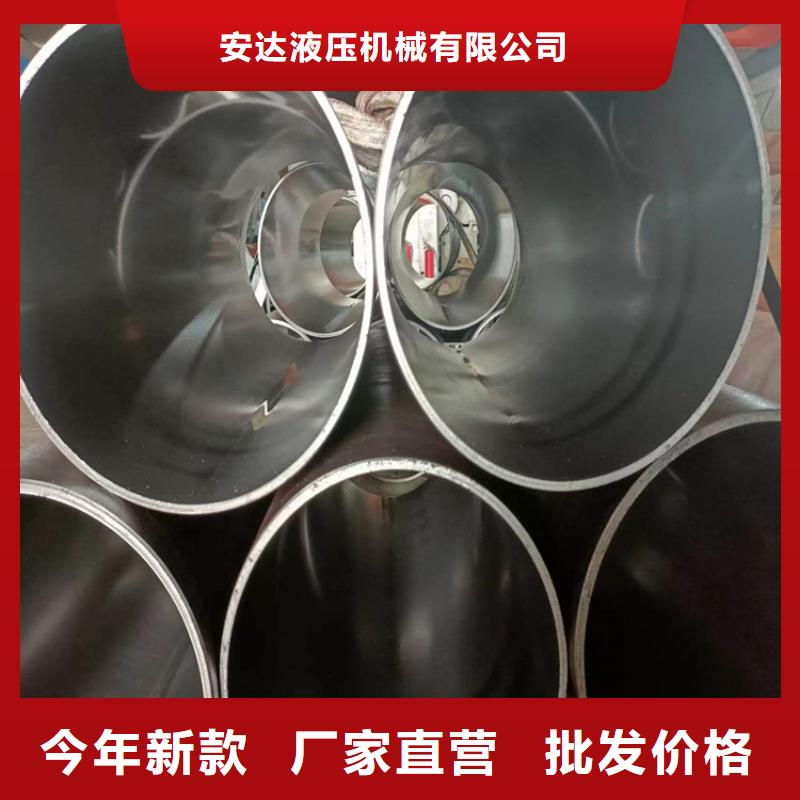
赣州企业旺旺珩磨管绗磨管油缸管精密绗磨管的理论重量计算和实际重量误差有多大 精密绗磨管公式(外径-壁厚)×壁厚×0.02466。我们长期生产在精密绗磨管的,所使用的计量公式就是以上介绍的比较简洁的方式,然而这与我们生产部门的同事们的计量还是有偏差的 但误差不大 聊城市兴振绗磨管生产厂 先进的生产和检测设备是制造优质产品的必要保证,因此公司十分重视生产装备的现代化确保在行业的领先水平。采用国外先进技术制造的生产设备,轨机精密度高,生产品种规格广泛且规格灵活,较一般自动轨管机组更为先进,同时并配置先进的自动化控制系统及在线质量检测系统。确保了产品质量的稳定和可靠精密无缝钢管是一种通过冷拔或热轧处理后的一种高精密的钢管。由于精密无缝钢管内外壁无氧化层,精密无缝钢管承受高压无泄漏、高精度、高光洁度、冷弯不变形、扩口、压扁无裂缝等优点,所以精密钢管、精密无缝钢管、精密光亮管、冷轧精密钢管主要用来生产气动或液压元件的产品,如气缸或油缸,都是用精密无缝钢管。
 当地 绗磨管-液压油缸管报价精品选购")
 当地 绗磨管-液压油缸管报价精品选购")
赣州企业旺旺珩磨管绗磨管油缸管热轧绗磨管后的区别热轧精密钢管用连铸圆管坯板坯或初轧板坯作原料,经步进式加热炉加热,高压水除鳞后进入粗轧机,粗轧料经切头、尾、再进入精轧机,实施计算机控制轧制,终轧后即经过层流冷却和卷取机卷取、成为直发卷。直发卷的头、尾往往呈舌状及鱼尾状,厚度、 宽度精度较差,边部常存在浪形、折边、塔形等缺陷。其卷重较重、钢卷内径为760mm。将直发卷经切头、 切尾、切边及多道次的矫直、平整等精整线处理后,再切板或重卷,即成为:热轧钢板、平整热轧钢卷、纵切带等产品。热轧精整卷若经酸洗去除氧化皮并涂油后即成热轧酸洗板卷。
 当地 绗磨管-液压油缸管报价精品选购")
 当地 绗磨管-液压油缸管报价精品选购")




 扫一扫
扫一扫