


 扫一扫
扫一扫

广顺物资 有限公司
广顺物资 有限公司主要经营: 铜陵45CrMo合金管、。为使产品更加符合客户需求,公司实行一套完整标准的售前,售中,售后服务。我们公司始终遵循“质量为主,客户至上,诚信为本”的经营理念。致力于提供高品质的产品,完善的售后服务,快捷的供货。无论您身处何方,都能感受到我们工作人员迅捷优良的服务。公司以良好的信誉、优质的产品、雄厚的实力、低廉的价格享誉全国30多个省、市、自治区、直辖市,产品深得用户依赖。欢迎新老客户来电咨询。
【本地】无缝钢管-45#特厚钢板源头采购")
【本地】无缝钢管-45#特厚钢板源头采购")
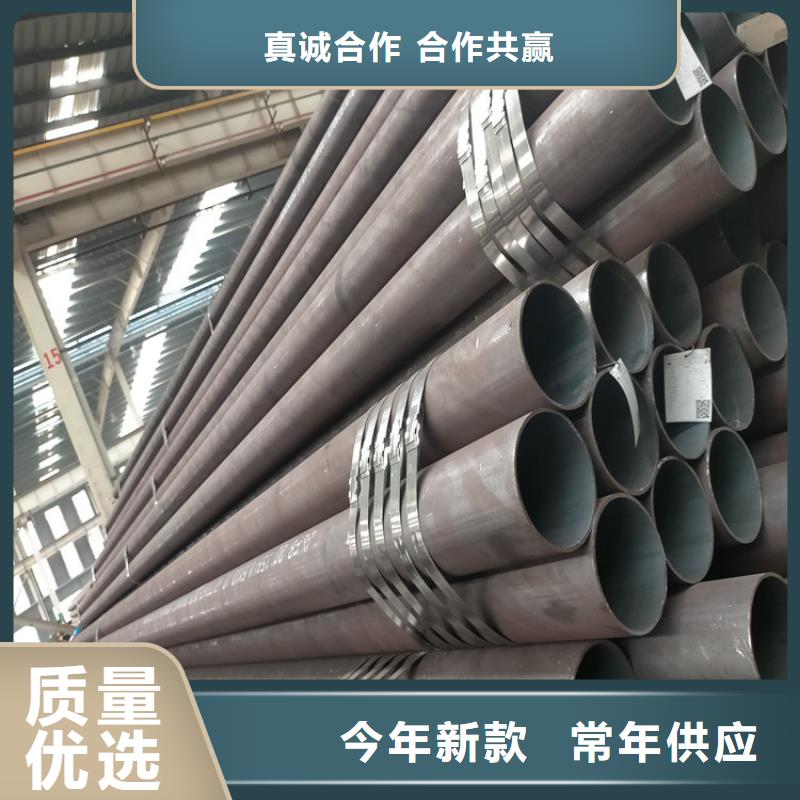
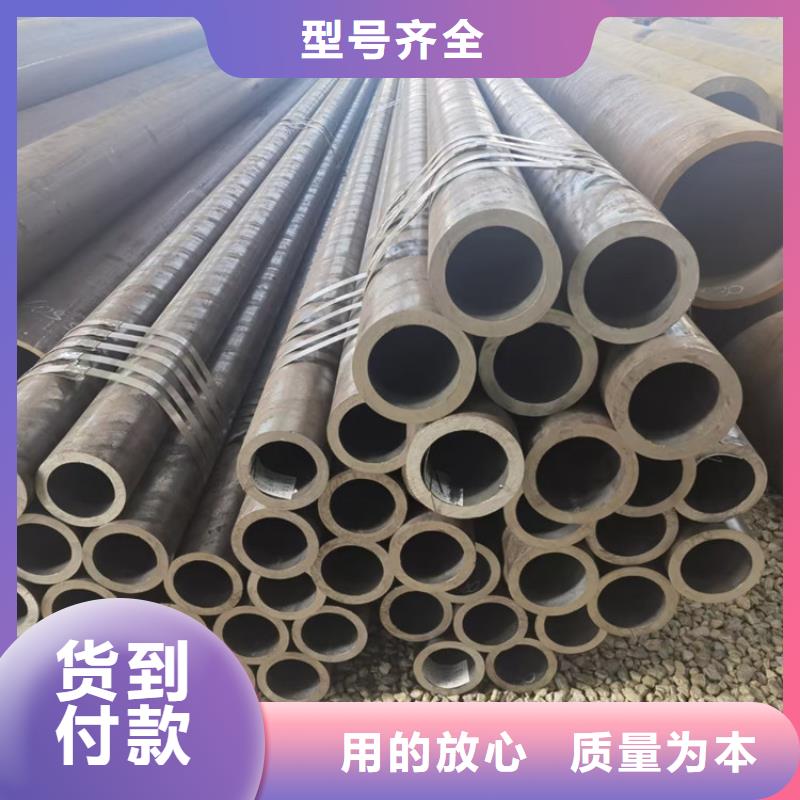
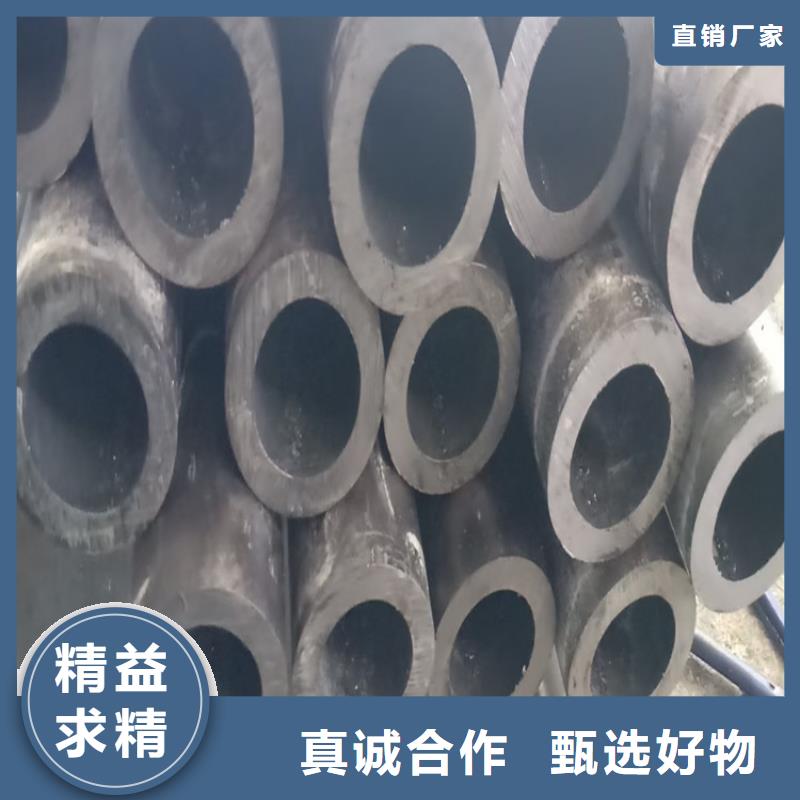
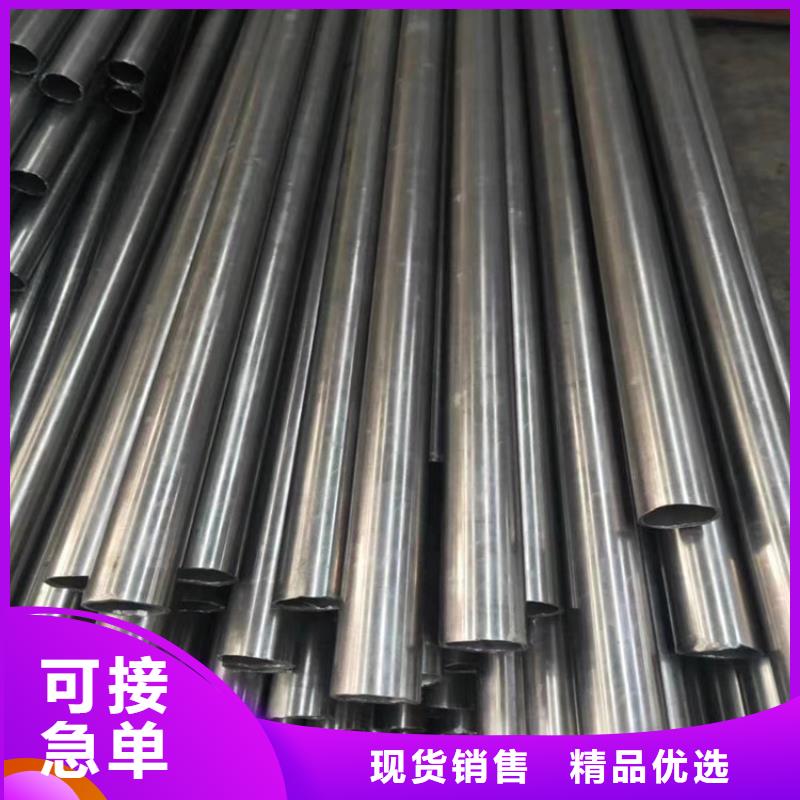
无缝钢管的优势在于:1.无缝钢管耐压高,韧性好,管段长而接口少。2.无缝钢管相同强度下重量较轻。3.无缝钢管无焊接缝,可承受较大的压力。4.无缝钢管具有中空截面,大量用作输送流体的管道,如输送石油、天然气、煤气、水及某些固体物料的管道等。
5.钢管与圆钢等实心钢材相比,在抗弯抗扭强度相同时,重量较轻,是一种经济截面钢材,广泛用于制造结构件和机械零件,如石油钻杆、汽车传动轴、自行车架以及建筑施工中用的钢脚手架等用钢管制造环形零件,可提高材料利用率,简化制造工序,节约材料和加工工时,已广泛用钢管来制造。无缝管的特点:1.无缝钢管的工艺决定它的局限性能,一般无缝钢管精度低,壁厚不均匀、管内外表光亮度低、定尺成本高且内外表还有麻点、黑点不易去除。2.它的检测及整形必须离线处理。因此它在高压、高强度、机械结构用材方面体现了它的优越性。3.无缝钢管的壁厚越厚它就有越大的实用性,如果壁厚越薄它的加工成本也会随之增加。
【本地】无缝钢管-45#特厚钢板源头采购")
【本地】无缝钢管-45#特厚钢板源头采购")
【本地】无缝钢管-45#特厚钢板源头采购")
【本地】无缝钢管-45#特厚钢板源头采购")
【本地】无缝钢管-45#特厚钢板源头采购")
【本地】无缝钢管-45#特厚钢板源头采购")
技术支持:k797.com